SEARCH WHAT YOU WANT

English

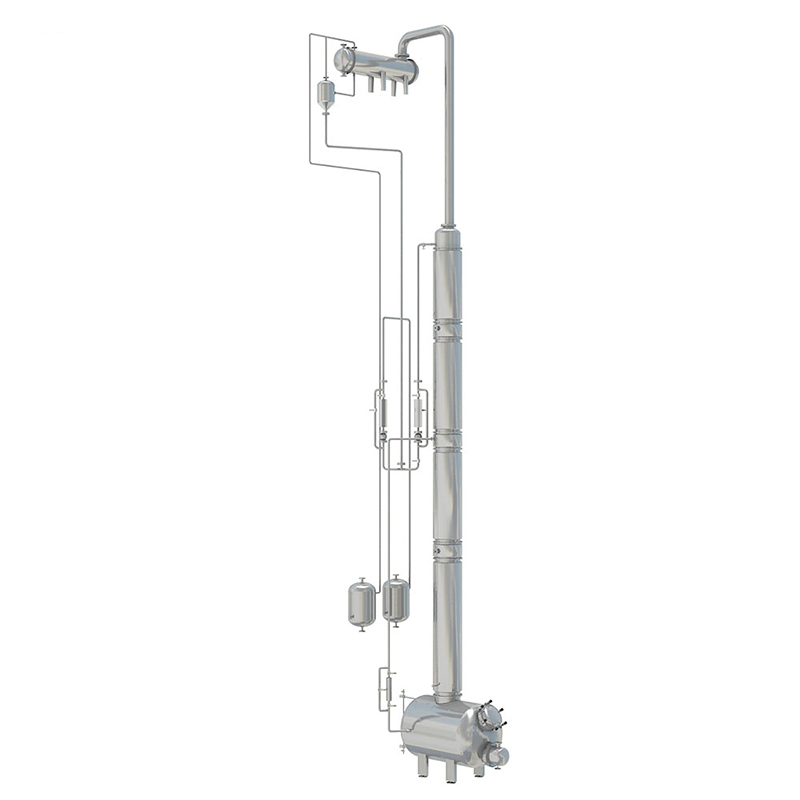
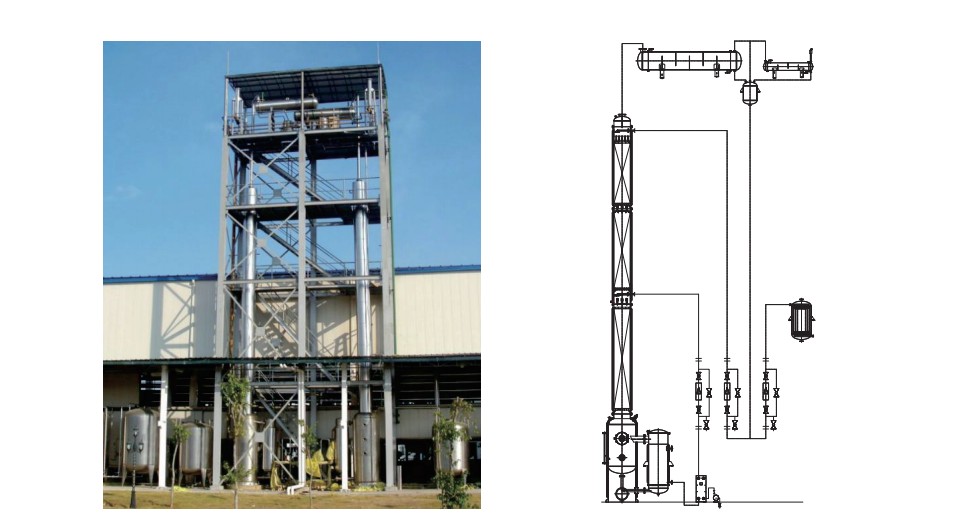
Alcohol recovery tower
A liquid mixture is partially vaporized and partially condensed, separating the components based on their differences in volatility. Essentially, it involves heat and mass transfer between the gas and liquid phases. To ensure complete separation and obtain a purer product, industrial production often employs a method of multiple partial vaporizations and condensations—distillation.
A liquid mixture is partially vaporized and partially condensed, separating the components based on their differences in volatility. Essentially, it involves heat and mass transfer between the gas and liquid phases. To ensure complete separation and obtain a purer product, industrial production often employs a method of multiple partial vaporizations and condensations—distillation.
Previous: No more data
Next: No more data


Product Details
▎Equipment Overview
Applications: Alcohol recovery towers are mainly used in factories for the recovery and purification of different types of solvents, especially suitable for the recovery and purification of ethanol of different concentrations in pharmaceutical production processes.
▎Working Principle
A liquid mixture is partially vaporized and partially condensed, separating the components based on their differences in volatility. Essentially, it involves heat and mass transfer between the gas and liquid phases. To ensure complete separation and obtain a purer product, industrial production often employs a method of multiple partial vaporizations and condensations—distillation.
▎Performance and Features
1. Operates 24 hours a day without interruption, distilling out ethanol with a concentration of over 95% and a recovery rate of over 98%; stable operation, high recovery rate, energy saving, and low investment cost.
2. The operation process, equipment configuration, and production capacity meet GMP requirements for solvent recovery in pharmaceutical plants.
3. This unit has a large production capacity, low unit energy consumption, and low production power cost.
▎Technical Parameters
|
Parameter |
JH-200 |
JH-300 |
JH-400 |
JH-500 |
JH-600 |
JH-800 |
|
Tower body diamater ㎜ |
200 |
300 |
400 |
500 |
600 |
800 |
|
Tower volume m³ |
0.6 |
1.2 |
1.5 |
2.0 |
2.5 |
3.2 |
|
Recovery capacity L/h |
45-50 |
90-100 |
150-200 |
250-300 |
400-440 |
600-620 |
|
Recovery concentration |
90%~95% |
|||||
|
Steam pressure |
0.09Mpa |
|||||
|
System pressure |
Normal |
|||||
▎Equipment Overview
Applications: Alcohol recovery towers are mainly used in factories for the recovery and purification of different types of solvents, especially suitable for the recovery and purification of ethanol of different concentrations in pharmaceutical production processes.
▎Working Principle
A liquid mixture is partially vaporized and partially condensed, separating the components based on their differences in volatility. Essentially, it involves heat and mass transfer between the gas and liquid phases. To ensure complete separation and obtain a purer product, industrial production often employs a method of multiple partial vaporizations and condensations—distillation.
▎Performance and Features
1. Operates 24 hours a day without interruption, distilling out ethanol with a concentration of over 95% and a recovery rate of over 98%; stable operation, high recovery rate, energy saving, and low investment cost.
2. The operation process, equipment configuration, and production capacity meet GMP requirements for solvent recovery in pharmaceutical plants.
3. This unit has a large production capacity, low unit energy consumption, and low production power cost.
▎Technical Parameters
|
Parameter |
JH-200 |
JH-300 |
JH-400 |
JH-500 |
JH-600 |
JH-800 |
|
Tower body diamater ㎜ |
200 |
300 |
400 |
500 |
600 |
800 |
|
Tower volume m³ |
0.6 |
1.2 |
1.5 |
2.0 |
2.5 |
3.2 |
|
Recovery capacity L/h |
45-50 |
90-100 |
150-200 |
250-300 |
400-440 |
600-620 |
|
Recovery concentration |
90%~95% |
|||||
|
Steam pressure |
0.09Mpa |
|||||
|
System pressure |
Normal |
|||||
Previous: No more data
Next: No more data
Related Products
I'm sorry that I didn't find what you expected!
Get Your Free Sample Now
Submit this form and our sales representative will contact you soon.
Copyright © 2026 Wenzhou Zhonghe Machinery Co., Ltd.